



Енциклопедия на знанията за заваряване: Кратко обсъждане на класификацията
и заваръчни процеси на лазерно заваряване
В промишленото производство лазерното заваряване отдавна се прилага в областта на аерокосмическата индустрия,високопрецизно заваряване, и заваряване на специални материали. С развитието на индустрията и напредъка на технологиите, лазерното заваряване все по-често се използва при заваряването на обикновени материали. Днес ще обсъдим класификацията на лазерното заваряване. Лазерното заваряване е ефикасен и прецизен метод на заваряване, който използва лазерен лъч с висока енергийна плътност като източник на топлина за сливане на материали. То има много предимства, като например висока скорост на заваряване, малка деформация, ниски изисквания към средата на заваряване, висока плътност на мощността, липса на влияние от магнитни полета, липса на ограничения за проводими материали, липса на нужда от вакуумни работни условия и липса на генериране на рентгенови лъчи по време на процеса на заваряване.
Лазерното заваряване може да се класифицира от различни гледни точки:
- Класификация по режим на лазерна изходна енергия:
- Непрекъснато лазерно заваряване: По време на процеса на заваряване се образува непрекъсната и непрекъсната форма на заваръчния шев.
- Импулсно лазерно заваряванеТъй като постъпването на енергия към повърхността на заварения детайл е периодично, всяко импулсно светлинно петно действа върху повърхността на заварения детайл, за да образува кръгло заваръчно петно. Различни форми на заварките могат да бъдат получени в зависимост от различните лазерни параметри.
- Класификация по плътност на мощността на фокусираното лазерно петно:
- Лазерно топлопроводимо заваряване: Плътността на мощността е сравнително ниска, обикновено по-малка от 10⁵ W/cm². Лазерът предава енергия на повърхността на заварения детайл, нагрявайки металната повърхност до температура между точката на топене и точката на кипене. Топлината се пренася във вътрешността на метала чрез топлопроводимост, за да се образува заварка, която е подобна на волфрамовия инертен материал.газово (TIG) заваряване.
- Лазерно заваряване с дълбоко проникване (заваряване тип „ключова дупка“): Когато плътността на лазерната мощност, действаща върху металната повърхност, е по-голяма от 10⁵ W/cm², лазерният лъч с висока мощност действа върху повърхността на металния материал, причинявайки локално топене и образувайки „ключова дупка“. Лазерният лъч прониква във вътрешността на разтопената вана през „ключовата дупка“, за да образува заварка.
- Класификация по режим на управление:
- Ръчна лазерна заваръчна машина
- Автоматична машина за лазерно заваряване
- Лазерна заваръчна машина Galvo
- Класификация по вид лазер:
- YAG лазерна заваръчна машина
- Машина за полупроводниково лазерно заваряване
- Машина за фибролазерно заваряване
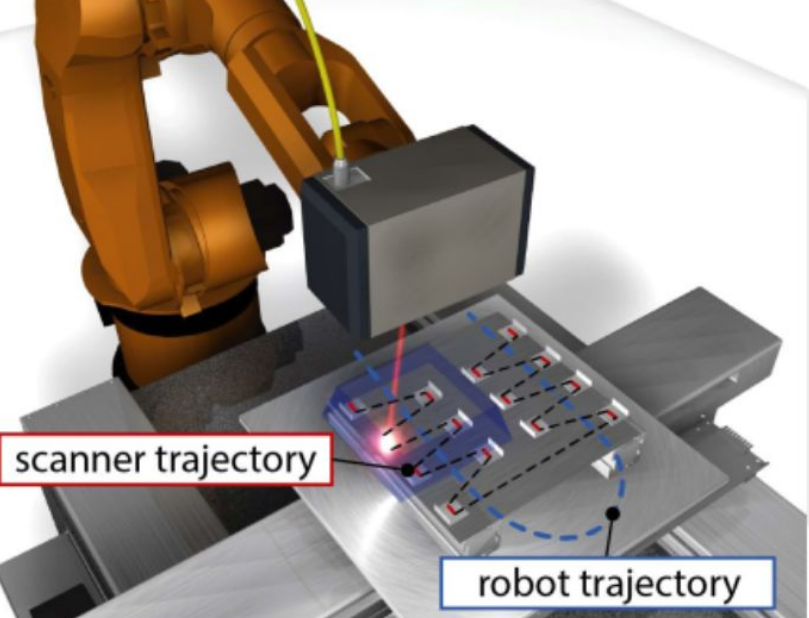
1. Летящо лазерно заваряване
Летящото лазерно заваряване съчетава предимствата на дистанционното заваряване, галванометрите и манипулаторите и е оборудвано с професионален софтуер за обработка на графики, за да се постигне мигновено многотраекторно заваряване в триизмерно пространство.
Основни приложения:
Прилага се за продукти като автомобилни каросерии, седалки и често срещани авточасти. По отношение на материалите, може да се използва за различни често срещани материали като стоманени плочи, студено валцувани плочи и алуминиеви сплави, както и композитни материали и легирани материали, като магнезиево-алуминиеви сплави.
★ Предимства:
- Съвместим с всякаква форма на заваряване
- Подходящ за всяка посока на заваряване
- Потребителски дефинирано разпределение на заваръчни шевове/точковидни шевове
- Оптимизирано разпределение на напрежението
- Възможност за високоскоростно точково заваряване, шевно заваряване, заваряване с припокриване, челно заваряване, ъглово заваряване и заваряване с припокриване
- Синхронизация в реално време между заваръчната глава и робота за ускоряване на процеса на лазерно заваряване
- По-малка нужда от подова площ
- По-ниски разходи за поддръжка и логистика
2. Спирално лазерно заваряване
Това е метод на лазерно заваряване с двойно клиновидно лазерно трептене, реализиран чрез оборудване на специален модул за клатушкане на заваръчната глава. Това позволява на фокусираното светлинно петно да образува спираловиден заваръчен шев, докато заваръчната глава се движи.
Основни приложения:
Заваряване на панти, топлообменници, тръбни топлообменници, заваряване на дебели тръби в нефтената и газовата промишленост, заваряване на фланци и заваряване на алуминиеви сплави и др.
★ Предимства:
- По-широк заваръчен шев
- Изключително висока повторяемост/стабилност на процеса
- По-добро образуване на заварката
- По-лесна последваща обработка и по-гладка повърхност на заварения детайл
- Отлична способност за заваряване на алуминиеви сплави
3. Лазерно запояване
Лазерното запояване е метод, при който се използва добавъчен метал с точка на топене, по-ниска от тази на основния метал. Добавъчният метал за спояване се нагрява до температура, по-висока от точката му на топене, но по-ниска от температурата на топене на основния метал. Течният добавъчен метал за спояване омокря основния метал, запълва фугата на съединението и дифундира с основния метал, за да осъществи свързването на заварените части.
Основни приложения:
Заваряване на алуминиеви конструкции на каросерията, като например връзката между покрива и страничната стена, и врати.
★ Предимства:
- Намалява дефектите при чисто лазерно заваряване, като пори, пукнатини и прекомерни фуги на сглобяване на продуктите
- Подобрява здравината на заварката и осигурява перфектен заваръчен шев
- Само добавъчният метал за спояване се топи по време на запояване, докато основният метал не се топи.
- Малка деформация на запоени съединения, гладък и естетичен външен вид, подходящ за прецизно заваряване, сложни компоненти, изработени от различни материали
- Малка зона, засегната от топлина, и висока якост на натиск
4. Лазерно заваряване с тел
Лазерното заваряване с тел е метод, при който се използва добавъчен метал от същия или подобен материал като основния метал. Основният метал и спояващият добавъчен метал се стопяват и след това се втвърдяват, за да образуват заваръчен шев.
Основни приложения:
Заваряване на цялостни структурни части на каросерията на превозни средства и авточасти.
★ Предимства:
- Намалява дефектите при чисто лазерно заваряване, като пори и пукнатини
- Подобрява степента на квалификация на заварените продукти и позволява малко по-големи разстояния между заварените продукти
- Основният метал се топи по време на заваряване и якостта на заварката е по-висока от тази на основния метал
5. Осцилиращо запояване
Чрез ALO3 той интегрира функции за оформяне на лъча и проследяване на заваръчни шевове в едно и също оборудване. Запълващата тел може да се използва като механичен сензор.
Основни приложения:
Лазерно запояване на бели каросерии, включително главно лазерно запояване на покриви и капаци на багажници, както и запояване на автомобилни части. Колебанията на частите и грешките в закрепването често значително увеличават трудността на лазерното запояване, което води до изключително трудно отстраняване на грешки в процеса на лазерно заваряване. Осцилиращото запояване обаче може ефективно да регулира собствената си посока на заваряване. С функциите за проследяване на заварката и автоматична компенсация на фокусното разстояние, лазерният лъч може лесно да се насочва и фокусира, да се реализират промени в посоката, да се постигне висока автоматизация, бърза скорост на заваряване и висока ефективност, като по този начин се поддържа качеството на заваряване.
★ Предимства:
- Проследяване на заваряването за определяне на траекторията на заваряването на детайла в реално време
- Адаптивно регулиране на траекторията на заваряване в трите посоки XYZ според различните отклонения на детайла за постигане на добро качество на заваряване
- Подобрява степента на консистенция на заваряването на продукта
6. Триточково запояване
Към лещата е добавен двуточков модул. По време на заваряване, триточковият модул в спояващата оптика разпределя един лъч на три лъча, осигурявайки решение за запояване на горещо поцинковани стоманени листове и правейки заварката по-плоска без напукване.
Основни приложения:
Спояване на бели каросерии от алуминиеви сплави, лазерно запояване на покриви и капаци на багажници, както и запояване на авточасти и др.
★ Предимства:
- По-стабилен и надежден процес на запояване
- По-бърза скорост
- По-висока якост
- По-добро качество на външния вид на заварките на горещо поцинковани листове
- Процес на онлайн почистване
- Динамично регулиране на енергията
7. Хибридно заваряване с множество дължини на вълната
Хибридно заваряване с множество дължини на вълнатае иновативен процес на заваряване, разработен от Lianying Laser. Той наслагва два лазерни лъча с различни дължини на вълната, което прави осите на двата лъча да съвпадат в пространството. Лазерът с основна дължина на вълната се използва главно за заваряване, докато лазерът с вторична дължина на вълната се използва главно за предварително нагряване на заваръчната тел и основния метал, намалявайки скоростта на охлаждане на разтопения метал в заваръчната вана. Той е особено подходящ за алуминиеви сплави, магнезиеви сплави, медни сплави и др.
★ Предимства:
- Намалява съдържанието на порите
- Подобрява стабилността на заваръчния шев и увеличава ефективността на заваряване
- Ефективно облекчава термичното напрежение, намалява пукнатините, подобрява здравината на заварката и осигурява относително равномерен вид на заваръчните шевове.
В заключение, понастоящем в лазерната индустрия като цяло, чуждестранните технологии и оборудване все още заемат водеща позиция. Те са всестранно напреднали във всички аспекти, от лазерни хостове и оптични обработващи глави до спомагателно оборудване като охладители, измерватели на мощност, мониторинг по време на заваряване, инспекция след заваряване и TCP калибратори. Местните предприятия полагат всички усилия да наваксат. Въпреки това, в областта на приложенията за лазерно заваряване, Китай се е доближил сравнително до международното напреднало ниво, като се появяват редица висококачествени предприятия, които постигат отлични резултати.
Време на публикуване: 05 септември 2025 г.











