



01 Какво езаварена съединителна връзка
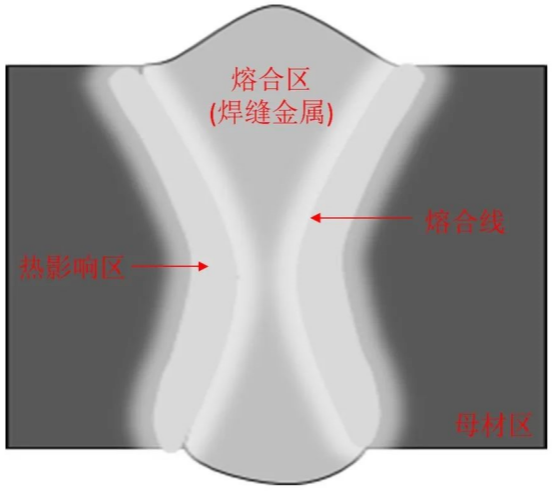
Заварено съединение се отнася до съединение, при което два или повече детайла са свързани чрез заваряване. Завареното съединение при заваряване чрез сливане се образува чрез локално нагряване от високотемпературен източник на топлина. Завареното съединение се състои от зона на сливане (зона на заваряване), линия на сливане, зона на топлинно влияние и зона на основния метал, както е показано на фигурата.
02 Какво е челно съединение
Често използвана заваръчна структура е съединение, при което две взаимосвързани части са заварени в една и съща равнина или дъга в средната равнина на съединението. Характеристиките са равномерно нагряване, равномерна сила и лесно осигуряване на качество на заваряване.
03 Какво езаваръчен канал
За да се осигури проникването и качеството на заварените съединения и да се намали деформацията при заваряване, съединенията на заварените части обикновено се обработват предварително в различни форми преди заваряване. Различните заваръчни канали са подходящи за различни методи на заваряване и дебелини на заварените съединения. Често срещаните форми на каналите включват: I-образни, V-образни, U-образни, едностранни V-образни и др., както е показано на фигурата.
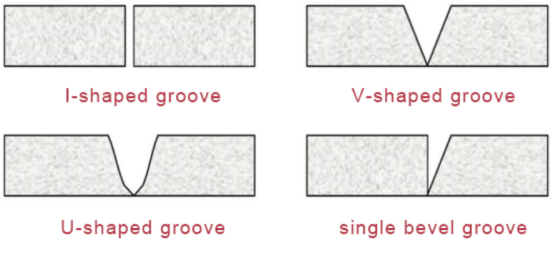
Често срещани форми на жлебове на челни съединения
04 Влиянието на формата на жлеба на челното съединение върхуЛазерно дъгово композитно заваряване
С увеличаване на дебелината на заварения детайл, постигането на едностранно заваряване и двустранно формоване на средно- и дебели плочи (лазерна мощност <10 kW) често става по-сложно. Обикновено е необходимо да се възприемат различни стратегии за заваряване, като например проектиране на подходящи форми на каналите или запазване на определени свързващи фуги, за да се постигне заваряване на средно- и дебели плочи. При реалното производствено заваряване обаче запазването на свързващи фуги ще увеличи трудността на заваръчните приспособления. Следователно, дизайнът на канала става от решаващо значение по време на процеса на заваряване. Ако дизайнът на канала не е разумен, това ще повлияе неблагоприятно на стабилността и ефективността на заваряването, а също така увеличава риска от дефекти при заваряване.
(1) Формата на канала влияе пряко върху качеството на заваръчния шев. Подходящият дизайн на канала може да гарантира, че металът на заваръчната тел е напълно запълнен в заваръчния шев, намалявайки появата на дефекти при заваряване.
(2) Геометричната форма на жлеба влияе върху начина, по който се предава топлината, което може да я насочва по-добре, да постига по-равномерно нагряване и охлаждане и да помага за избягване на термична деформация и остатъчно напрежение.
(3) Формата на канала ще повлияе на морфологията на напречното сечение на заваръчния шев и ще доведе до това морфологията на напречното сечение на заваръчния шев да е в по-голямо съответствие със специфични изисквания, като дълбочина и ширина на проникване на заварката.
(4) Подходящата форма на канала може да подобри стабилността на заваряването и да намали нестабилните явления по време на процеса на заваряване, като например разпръскване и дефекти от подрязване.
Както е показано на Фигура 3, изследователите са установили, че използването на лазерно-дъгово композитно заваряване (лазерна мощност 4kW) може да запълни канала на два слоя и два прохода, което ефективно подобрява ефективността на заваряване; Бездефектно заваряване на MnDR с дебелина 20 мм е постигнато с помощта на трислойно лазерно-дъгово композитно заваряване (лазерна мощност 6kW); Лазерно-дъгово композитно заваряване е използвано за заваряване на нисковъглеродна стомана с дебелина 30 мм на множество слоеве и проходи, а морфологията на напречното сечение на заварената шевка е стабилна и добра. Освен това, изследователите са установили, че ширината на правоъгълните канали и ъгълът на Y-образните канали оказват значително влияние върху ефекта на пространственото ограничение. Когато ширината на правоъгълния канал е...≤4 мм, а ъгълът на Y-образния жлеб е≤60 °, морфологията на напречното сечение на заваръчния шев показва централни пукнатини и прорези по страничните стени, както е показано на фигурата.
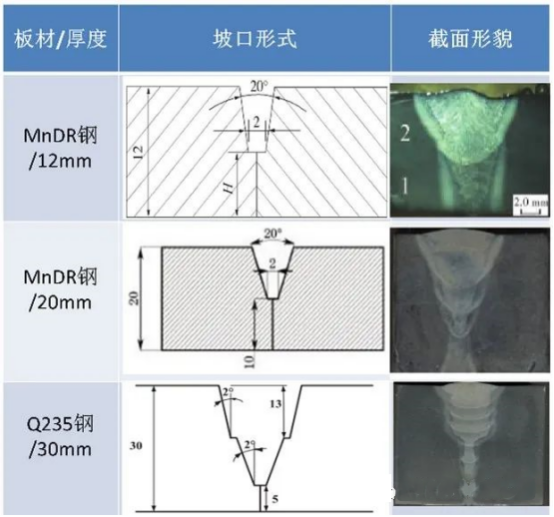
Влиянието на формата на канала върху морфологията на напречното сечение на заваръчните шевове
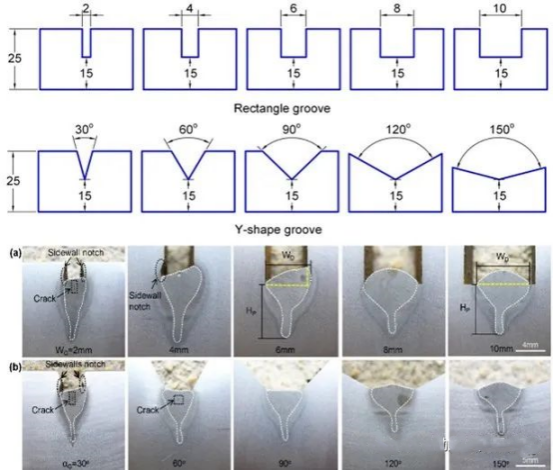
Влиянието на ширината и ъгъла на канала върху морфологията на напречното сечение на заваръчните шевове
05 Резюме
Изборът на форма на канала трябва да отчита цялостно изискванията на заваръчната задача, характеристиките на материала и характеристиките на процеса на лазерно-дъгово композитно заваряване. Правилният дизайн на канала може да подобри ефективността на заваряване и да намали риска от дефекти при заваряване. Следователно, изборът и дизайнът на формата на канала е ключов фактор преди лазерно-дъговото композитно заваряване на средно дебели и дебели плочи.
Време на публикуване: 08 ноември 2023 г.











