



Въпреки че ултрабързите лазери съществуват от десетилетия, индустриалните им приложения се разраснаха бързо през последните две десетилетия. През 2019 г. пазарната стойност на ултрабързите...лазерен материалобработката е била приблизително 460 милиона щатски долара, със среден годишен темп на растеж от 13%. Областите на приложение, в които ултрабързите лазери са били успешно използвани за обработка на промишлени материали, включват производство и ремонт на фотошаблони в полупроводниковата индустрия, както и нарязване на силиций, рязане/надписване на стъкло и отстраняване на (индиево-калаен оксид) ITO филм в потребителската електроника като мобилни телефони и таблети, текстуриране на бутала за автомобилната индустрия, производство на коронарни стентове и производство на микрофлуидни устройства за медицинската индустрия.

01 Производство и ремонт на фотошаблони в полупроводниковата индустрия
Ултрабързите лазери са били използвани в едно от най-ранните индустриални приложения в обработката на материали. IBM съобщава за приложението на фемтосекундна лазерна аблация в производството на фотошаблони през 90-те години на миналия век. В сравнение с наносекундната лазерна аблация, която може да доведе до метални пръски и повреди по стъклото, фемтосекундните лазерни маски не показват метални пръски, повреди по стъклото и др. Предимствата. Този метод се използва за производство на интегрални схеми (ИС). Производството на ИС може да изисква до 30 маски и да струва >100 000 долара. Фемтосекундната лазерна обработка може да обработва линии и точки под 150 nm.
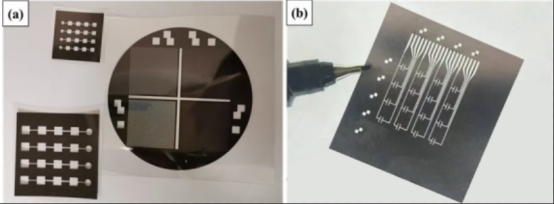
Фигура 1. Изработване и ремонт на фотомаска
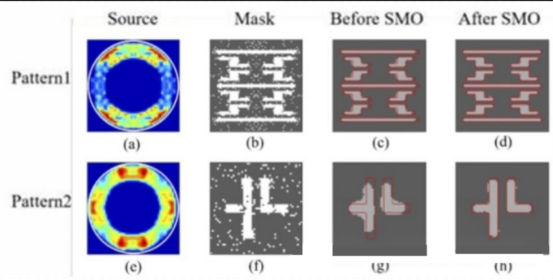
Фигура 2. Резултати от оптимизацията на различни модели маски за екстремна ултравиолетова литография
02 Рязане на силиций в полупроводниковата индустрия
Нарязването на силициеви пластини е стандартен производствен процес в полупроводниковата индустрия и обикновено се извършва с помощта на механично нарязване. Тези режещи дискове често развиват микропукнатини и са трудни за рязане на тънки (напр. с дебелина < 150 μm) пластини. Лазерното рязане на силициеви пластини се използва в полупроводниковата индустрия от много години, особено за тънки пластини (100-200 μm), и се извършва на няколко стъпки: лазерно нарязване, последвано от механично разделяне или скрито рязане (т.е. инфрачервен лазерен лъч вътре в силициевия надрез), последвано от механично разделяне на лентата. Наносекундният импулсен лазер може да обработва 15 пластини на час, а пикосекундният лазер може да обработва 23 пластини на час, с по-високо качество.
03 Рязане/надписване на стъкло в индустрията за консумативна електроника
Сензорните екрани и защитните стъкла за мобилни телефони и лаптопи стават все по-тънки, а някои геометрични форми са извити. Това прави традиционното механично рязане по-трудно. Типичните лазери обикновено произвеждат лошо качество на рязане, особено когато тези стъклени дисплеи са подредени на 3-4 слоя и горното защитно стъкло с дебелина 700 μm е закалено, което може да се счупи при локализирано напрежение. Доказано е, че ултрабързите лазери са способни да режат тези стъкла с по-добра здравина на ръбовете. За рязане на големи плоски панели, фемтосекундният лазер може да бъде фокусиран върху задната повърхност на стъкления лист, като надраска вътрешността на стъклото, без да повреди предната повърхност. След това стъклото може да бъде счупено с помощта на механични или термични средства по набраздения шаблон.
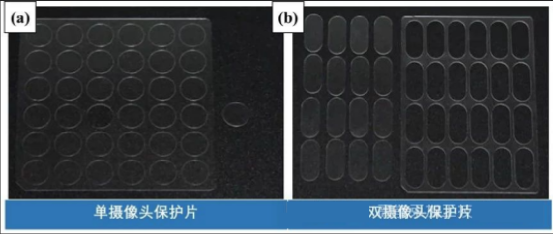
Фигура 3. Пикосекундно ултрабързо лазерно рязане на стъкло със специална форма
04 Текстури на бутала в автомобилната индустрия
Леките автомобилни двигатели са изработени от алуминиеви сплави, които не са толкова устойчиви на износване, колкото чугуна. Проучванията са установили, че фемтосекундната лазерна обработка на текстурите на автомобилните бутала може да намали триенето с до 25%, тъй като отломките и маслото могат да се съхраняват ефективно.

Фигура 4. Фемтосекундна лазерна обработка на буталата на автомобилните двигатели за подобряване на производителността на двигателя
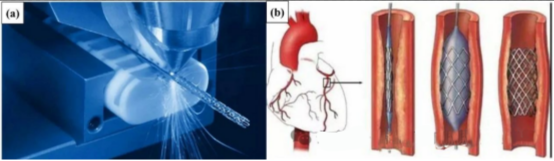
05 Производство на коронарни стентове в медицинската индустрия
Милиони коронарни стентове се имплантират в коронарните артерии на тялото, за да отворят канал за кръвообращението в иначе запушени съдове, спасявайки милиони животи всяка година. Коронарните стентове обикновено се изработват от метална (напр. неръждаема стомана, никел-титаниева сплав с памет на формата или по-скоро кобалт-хромова сплав) телена мрежа с ширина на подпората приблизително 100 μm. В сравнение с лазерното рязане с дълъг импулс, предимствата на използването на ултрабързи лазери за рязане на брекети са високо качество на рязане, по-добра повърхностна обработка и по-малко отломки, което намалява разходите за последваща обработка.
06 Производство на микрофлуидни устройства за медицинската индустрия
Микрофлуидните устройства се използват често в медицинската индустрия за тестване и диагностика на заболявания. Те обикновено се произвеждат чрез микрошприцване на отделни части и след това свързване чрез лепене или заваряване. Ултрабързото лазерно производство на микрофлуидни устройства има предимството да създава 3D микроканали в прозрачни материали като стъкло, без да е необходимо свързване. Един метод е ултрабързото лазерно производство вътре в обемно стъкло, последвано от мокро химическо ецване, а друг е фемтосекундна лазерна аблация вътре в стъкло или пластмаса в дестилирана вода за отстраняване на отломки. Друг подход е машинно изработване на канали в стъклената повърхност и запечатването им със стъклен капак чрез фемтосекундно лазерно заваряване.
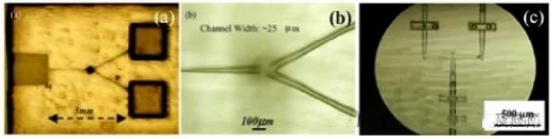
Фигура 6. Фемтосекундно лазерно индуцирано селективно ецване за подготовка на микрофлуидни канали вътре в стъклени материали
07 Микропробиване на дюзата на инжектора
Фемтосекундната лазерна обработка на микроотвори замени микро-EDM в много компании на пазара на инжектори за високо налягане, поради по-голямата гъвкавост при промяна на профилите на отворите за поток и по-краткото време за обработка. Възможността за автоматично управление на позицията на фокуса и наклона на лъча чрез прецесионна сканираща глава доведе до проектирането на профили на апертурите (напр. бъчвасти, разширение, конвергенция, дивергенция), които могат да насърчат атомизацията или проникването в горивната камера. Времето за пробиване зависи от обема на аблация, като дебелината на свредлото е 0,2 – 0,5 мм, а диаметърът на отвора е 0,12 – 0,25 мм, което прави тази техника десет пъти по-бърза от микро-EDM. Микропробиването се извършва на три етапа, включително груба и фина обработка на пилотни отвори. Аргонът се използва като спомагателен газ за защита на сондажа от окисляване и за екраниране на крайната плазма по време на началните етапи.
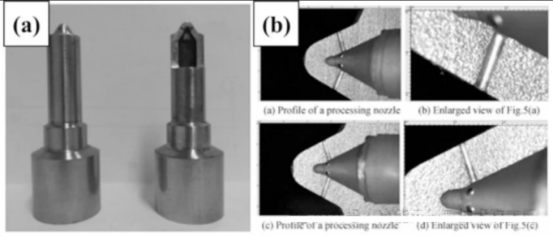
Фигура 7. Високопрецизна обработка с фемтосекунден лазер на обърнат коничен отвор за инжектор на дизелов двигател
08 Ултрабързо лазерно текстуриране
През последните години, с цел подобряване на точността на обработката, намаляване на повредите на материалите и повишаване на ефективността на обработката, областта на микрообработката постепенно се превърна във фокус на изследователите. Ултрабързият лазер има различни предимства при обработката, като например ниски повреди и висока прецизност, което се превърна във фокус за насърчаване на развитието на технологиите за обработка. В същото време, ултрабързите лазери могат да действат върху различни материали, а лазерната обработка на повреди по материалите също е основно направление в изследванията. Ултрабързият лазер се използва за аблация на материали. Когато енергийната плътност на лазера е по-висока от прага на аблация на материала, повърхността на аблатирания материал ще покаже микро-нано структура с определени характеристики. Изследванията показват, че тази специална повърхностна структура е често срещано явление, което се среща при лазерна обработка на материали. Приготвянето на повърхностни микро-нано структури може да подобри свойствата на самия материал и също така да даде възможност за разработването на нови материали. Това прави приготвянето на повърхностни микро-нано структури чрез ултрабърз лазер технически метод с важно развойно значение. В момента, за метални материали, изследванията върху ултрабързото лазерно текстуриране на повърхности могат да подобрят свойствата на омокряне на металните повърхности, да подобрят свойствата на повърхностно триене и износване, да подобрят адхезията на покритието и насочената пролиферация и адхезия на клетките.
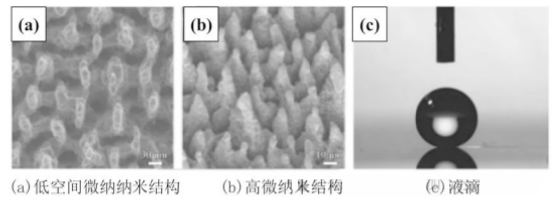
Фигура 8. Суперхидрофобни свойства на лазерно приготвена силициева повърхност
Като авангардна технология за обработка, ултрабързата лазерна обработка се характеризира с малки зони, засегнати от топлина, нелинеен процес на взаимодействие с материалите и обработка с висока резолюция отвъд дифракционната граница. Тя може да реализира висококачествена и прецизна микро-нано обработка на различни материали, както и изработване на триизмерни микро-нано структури. Постигането на лазерно производство на специални материали, сложни структури и специални устройства открива нови възможности за микро-нано производство. В момента фемтосекундният лазер се използва широко в много авангардни научни области: фемтосекундният лазер може да се използва за подготовка на различни оптични устройства, като микролещи, бионични съставни очи, оптични вълноводи и метаповърхности; използвайки високата си прецизност, висока резолюция и триизмерни възможности за обработка, фемтосекундният лазер може да подготвя или интегрира микрофлуидни и оптофлуидни чипове, като например компоненти за микронагреватели и триизмерни микрофлуидни канали; Освен това, фемтосекундният лазер може да подготвя различни видове повърхностни микро-наноструктури, за да постигне антиотражателни, антирефлексни, суперхидрофобни, антиобледеняващи и други функции; не само това, фемтосекундният лазер се прилага и в областта на биомедицината, показвайки изключителни резултати в области като биологични микро-стентове, субстрати за клетъчни култури и биологично микроскопско изобразяване. Широки перспективи за приложение. В момента областите на приложение на фемтосекундната лазерна обработка се разширяват всяка година. В допълнение към гореспоменатите микрооптика, микрофлуидика, многофункционални микро-наноструктури и приложения в биомедицинското инженерство, той играе огромна роля и в някои нововъзникващи области, като подготовка на метаповърхности, производство на микро-нано и многоизмерно оптично съхранение на информация и др.
Време на публикуване: 17 април 2024 г.











